Rod
Everything begins with oxygen-free copper rod, continuously cast at 99.97% purity. The electrical grade starts here — not at the cable drum.

Our rod is sourced from a single continuous casting line, eliminating weld joints that create resistance hot-spots in long cable runs. Each coil carries a heat number traceable to the original cathode lot — giving procurement teams an unbroken audit trail from raw material to finished reel.
Conductivity testing is performed on every coil using a calibrated Kelvin bridge before the rod enters the drawing hall. Coils falling below 100.5% IACS are quarantined and returned — not downgraded.
Achieved Tolerances
99.97%
Copper purity minimum
8mm
Standard rod diameter
100%
Coils conductivity-tested
< 5 ppm
Oxygen content
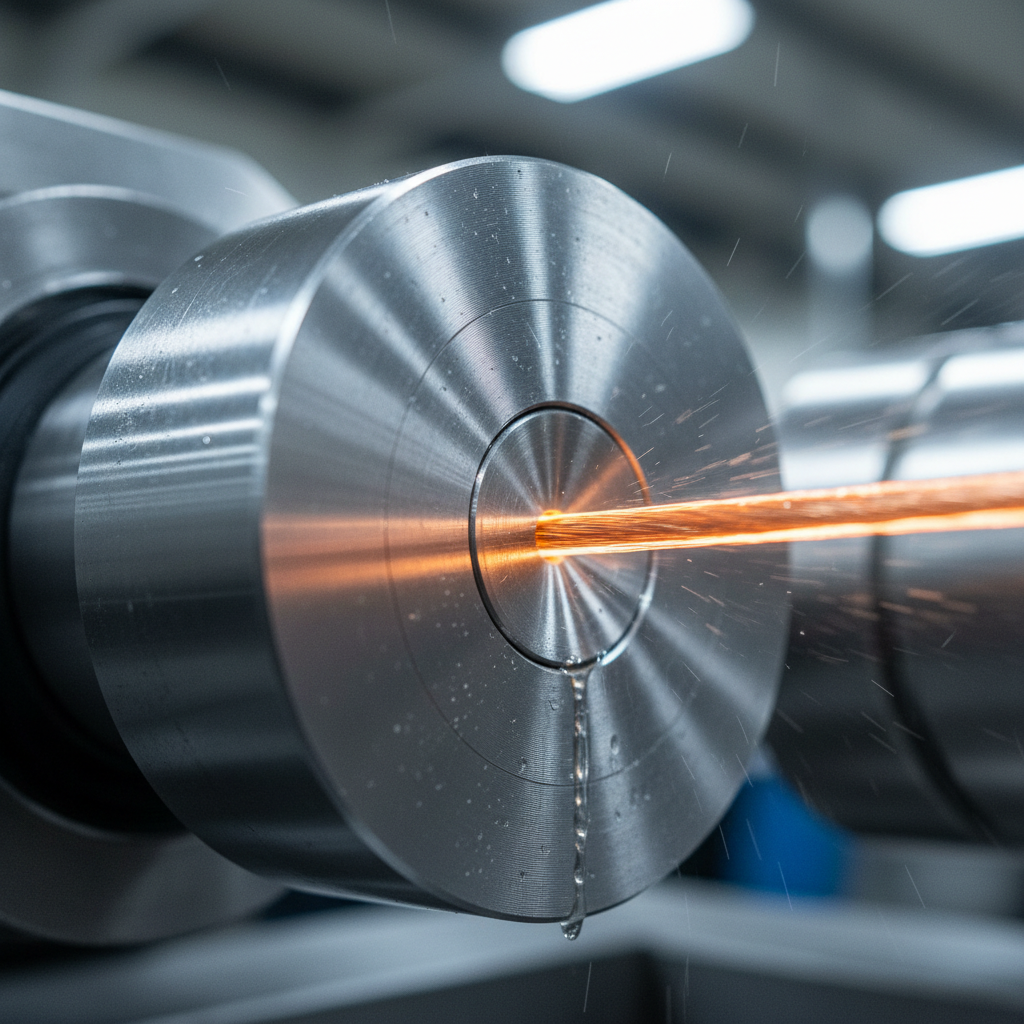
Draw
The rod is pulled through a series of tungsten carbide dies — each reducing diameter by precisely 15–20% — until the wire reaches its target gauge.
Multi-pass drawing is the stage where dimensional accuracy is won or lost. Each die is ground to a profile tolerance of ±2 microns and replaced at a scheduled interval — not when it fails. Lubricant temperature, drawing speed, and back-tension are monitored in real time by our SCADA system, which flags any deviation before it becomes a non-conformance.
Final diameter is laser-gauged at 1,000 measurements per second on the exit capstan. Any length outside ±0.01mm is automatically flagged, cut, and segregated — it does not proceed to annealing.
Drawing Tolerances
Available Finished Gauges
Laser Gauge
1,000 / sec
15–20%
Reduction per pass
±0.01
mm diameter tolerance
Anneal
Drawing work-hardens the copper. Annealing restores ductility and elongation — the mechanical property that determines how a cable survives installation abuse.

Anneal Temp
450–550 °C
Wire passes through our continuous steam-annealing furnace at a controlled temperature of 450–550°C, followed by immediate water quenching to lock in the recrystallised grain structure. The steam atmosphere prevents surface oxidation — so the wire exits the furnace as bright and clean as it entered the dies.
Elongation is measured on a sample from every production batch using a calibrated tensile testing machine. The target is 25–35% elongation at break. Wire outside this window is rejected at this stage, not shipped and returned.
Mechanical Properties Achieved
"Elongation is the insurance policy on every installation."
Strand Technical Director · IEC TC20 Working Group Member
35%
Max elongation
100%
Batches tested
Insulate
Polymer compound is extruded over the conductor at precisely controlled wall thickness — the dimension that determines voltage rating and long-term dielectric performance.
Our crosshead extrusion lines apply insulation at wall thicknesses controlled to ±0.05mm. Compound temperature, screw speed, and line speed are interlocked — if any parameter drifts, the line stops rather than producing out-of-spec material. Spark testing at 6kV AC is performed continuously on 100% of insulated output.
Insulation resistance is measured on production samples at both 20°C and 70°C to verify the compound's dielectric properties across its rated service temperature. Results are recorded on the batch certificate.
Extrusion & Dielectric Specs
Available Compounds
PVC (Type TI1)
70°C · 450/750V
XLPE
90°C · 0.6/1kV
LSZH
70°C · 300/500V
EPR
90°C · 3.8/6.6kV

Spark Tested
6 kV AC
Cable Cross-Section
Test
Six mandatory tests. Every one documented. The test certificate ships with the drum — not as an afterthought, but as the proof of work behind every meter.

"The test rig is the last line of quality."
QA Manager · Strand Laboratories
ISO 9001:2015
IEC 60502
BS 6346
BASEC
Conductor Resistance
Spark Test
Insulation Resistance
Tensile & Elongation
Hot Set (XLPE)
Voltage Withstand
Ship
Finished drums are laser-tagged with length, drum weight, conductor CSA, and the full test certificate reference — everything a procurement manager needs on receipt.

Dispatch Lead Time
3–5 Working Days
Download the CompleteCable Catalogue.
312 pages. Every product family. Full dimensional tables, electrical parameters, installation guidance, and test certificate formats. The spec library your cable schedule deserves.